





厚吸塑器械进入市场 近几年,我国厚吸塑机械行业已经发展到与国际同行比肩的地位,但是市场就是市场,我国厚吸塑机械连大目标都还未实现,并且和国外同行的价格差别还在增大。 目前,我国厚吸塑机械技术在环保节能、可持续发展的研究上,与发达国家处于同一起跑线,差距不明显,国内企业可以从该领域着手,以此为契机,开拓市场,凭借高技术含量的产品改变我国厚吸塑机械产业大而不强的局面,增强在国际市场的竞争力。 厚吸塑机械行业是早就被市场要求应当成为服务型制造而不能是生产型制造的行业之一。正是由于这个特点。而那些前方行业对不同种类厚吸塑的性能、特点和能解决什么具体问题又绝没有我行业了解得清楚,厚吸塑机械行业既然要为上述那么多行业提供装备。那么就需要我为他提供完整的解决方案,去解决他现实需要和潜在需要。







厚片吸塑在客车上的应用 厚片吸塑成型按工艺可分为板材吸塑和软质表皮吸塑两种。厚片吸塑用的材料主要是-丁二烯-(ABS)板材,有小部分零件用有机玻璃(PMMA)板材。客车的驾驶室左右两侧的内板、顶部内板、后部内板以及一些电器箱盖板及其他盖板用的都是ABS板材成型。现在还有一种趋势就是用复合ABS板材代替一般ABS板材,复合ABS板材就是在板材上加一层发泡的聚或聚材料,一起滚压成带皮纹或手感像真皮的板材。要求透明的仪表台的音响盖板,要求防老化的车身外的透气格栅,一般用的是都有机玻璃成型。软质表皮厚片吸塑工艺主要用在客车仪表台上,基体一般是玻璃钢件(FRP),在玻璃钢件上开吸气孔吸表皮,表皮的材料主要有聚加发泡聚(PVC/PPF)复合材料。 现在以客车内侧板吸塑件为例,简述厚片吸塑的工艺过程。零件尺寸为1200mm×1000mm×250mm,用到的ABS板材是尺寸为1400mm×1200mm×4mm。首先要确认板材的颜色皮纹,因为内装饰的颜色和皮纹是很重要的,乘客一上车首先感受到的是车内的环境。再看看板材是否从刚开封的包装袋中取出,若不是,板材还需放到烘房中烘干。因为如果板材潮湿,在加温时会使板材表面起气泡,外观质量恶化,严重时还会使板材在成型过程中拉裂。同时模具装到吸塑机上,调整位置和压框,对模具的上升过程和时间进行预先设定;模具顶部不能超出吸塑机工作平台,然后就对模具加温,约到60℃左右。板材放到自动送料装置上,机器把板材送到吸塑机工作台上(如果没有此机构就要用手工把板材放到工作台上),压框由上而下把板材压紧。然后加热机构移到工作台上方,对板材进行加热,一般加热到120℃左右,时间2~3分钟;还可以对加热器进行区域温度设定,拉伸大的地方适当增大加热温度;加热完后,加热机构移开,同时模具开始向上移。

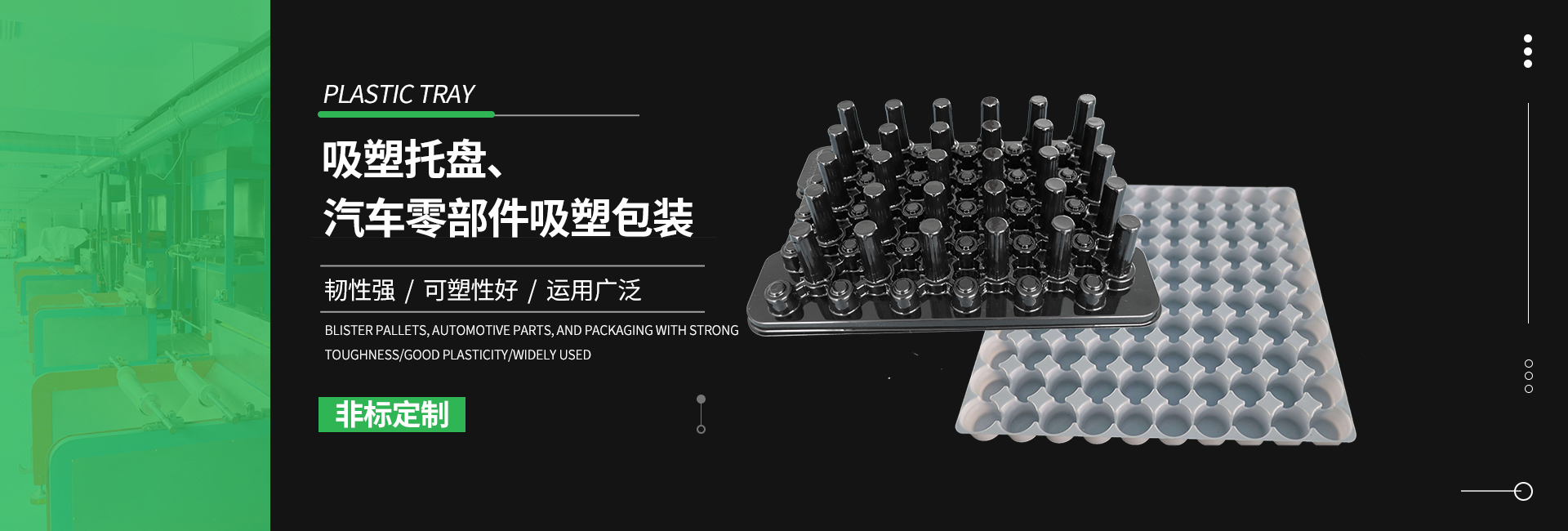
大型厚片吸塑加工定制工艺 厚片吸塑又称大型厚片吸塑,是用于吸塑的基材为大型吸塑片,经过真空加热,然后用高频焊接,热压,使吸塑片的表面有大于1cm的透光性,然后用大型厚片吸塑设备吸附即可。厚片吸塑的主要原料为热塑性塑胶粒。厚片吸塑是塑料加工的一种,产品是由塑料扁材热软化,模具吸附在表面并真空冷却而成。 1.模具生产加工:大型厚片吸塑模具生产应根据客户要求提供样品或规格。一个是吸塑模具。一般来说,它们是用石膏工具通过水泡包装的,应该在模具生产出来后完全自然干燥或干燥。然后根据产品的实际情况,在不影响产品包装外观的情况下,钻很多小孔。并加工硬石膏模具。 2.模具完全干燥后如何处理:模具真空室完成后,根据模具大小将塑料装入合适的尺寸,并加入加热木板的柜体等等。将其完全固定,然后将木栅栏和塑料薄膜软化至炉温。 3.将软化的处理板、木栅栏真空室和真空室中的空气清洗干净,冷却塑料,得到模具。

您好,欢迎莅临乐鱼体育包装,欢迎咨询...





